Naučte se pájet: Hloubkový průvodce
Pájení je důležitou dovedností pro stavbu elektronických zařízení.Vyžaduje přesnost, znalosti a správné nástroje pro vytváření silných a spolehlivých spojení.Tato příručka vysvětluje důležité techniky a materiály pro dobré páječky, jako je výběr správné páječky a pochopení toho, jak tok pomáhá vytvářet perfektní pájecí klouby.Pokrývá různé páječky a jejich použití a zdůrazňuje důležitost kontroly teploty k ochraně dílů a zajištění jejich trvanlivosti.Průvodce také zdůrazňuje používání správného typu pájky a zaměřuje se na tradiční i nové slitiny pro lepší sílu a výkon kloubů v různých podmínkách.Podrobným popisem toho, jak cín a udržovat tipy pájení a pokrýt základní i pokročilé pájecí metody, dává tato příručka čtenářům dovednosti provádět přesné a efektivní pájení v mnoha elektronických projektech.
Katalog
Obrázek 1: Pájení
Pájecí železo
Pájecí železo je důležitým nástrojem v sestavě elektroniky, který se používá hlavně pro pájení, který zahrnuje spojení dvou nebo více elektronických komponent tavením pájky kolem nich.Tento proces vytváří trvalé vazby mezi komponenty a deskou obvodu.Primární funkcí páječky je zahřívat pájku, tavitelnou kovovou slitinu, dokud se neroztaví a neprotéká do kloubu mezi dvěma obchovy, jako je vedení komponenty a kontaktní bod na desce obvodu.

Obrázek 2: Železové páječky
K připevnění komponent k desek obvodů potřebujete pájecí železo.Poskytuje teplo pro roztavení pájky, což umožňuje protékat a vyplňovat malé mezery mezi kolíkem komponenty a podložkou na desce obvodu.Jakmile pájka ochladí, ztuhne a vytváří elektrické a mechanické spojení, které zajišťuje komponentu na desku.Tento proces způsobuje, že elektronická zařízení fungují správně.Prostřednictvím této metody jsou komponenty jako rezistory, kondenzátory a integrované obvody pevně připojeny k PCB a tvoří jádro nespočetných elektronických zařízení.
Typy páječek žehliček

Obrázek 3: Žehličky s nízkým a vysokým příkonem
Žehličky s nízkým přívodem
Pájecí žehličky s hodnocením výkonu 15 až 40 wattů jsou ideální pro jemnou elektronickou práci.Jsou ideální pro úkoly, jako je připevnění komponent na desky obvodů, kde by nadměrné teplo mohlo poškodit citlivé části.Nižší příkon umožňuje přesnou regulaci teploty a snižuje riziko přehřátí pájky nebo jemných součástí.Tyto žehličky se však zahřívají pomaleji a mohou se snažit udržet konzistentní teplotu během prodlouženého používání nebo při práci s komponenty, které mají vysokou tepelnou hmotu.
Žehličky s vysokým příkonem
Pájení žehliček s hodnocením výkonu 60 až 100 wattů nebo více jsou navrženy pro úkoly, které vyžadují rychlé a konzistentní vysoké teplo.Tyto nástroje jsou důležité pro sestavování větších dílů nebo hustých vodičů, protože k výrobě pevných pájecích kloubů potřebují silné a stabilní teplo.Vysoké žehličky jsou také vhodné pro nepřetržité, náročné pájecí úkoly a udržují vysoké teploty bez tepelného poklesu.Tato spolehlivost užitečná v profesionálním nastavení, kde je důležitá časová efektivita a rychlá propustnost.
Pájecí stanice řízené teplotou výhody
Konzistentní kvalita a spolehlivost zajišťuje jednotné pájecí klouby, prevence slabých míst a selhání v elektronických obvodech.
Zvýšená bezpečnost komponent aplikuje přesné teplo a vyhýbá se tepelnému nárazu a poškození citlivých komponent souvisejících s teplem.
Vylepšená rychlost pájení a účinnost eliminuje potřebu manuálního nastavení teploty a zrychlení procesu pájení.
Snížení odpadu a přepracování snižuje vady a přepracování, zachování zdrojů a minimalizaci odpadu.
Správa teploty, aby se zabránilo poškození a zajistilo vysoce kvalitní pájení
Zde jsou strategie pro efektivní řízení teploty:
Nejprve si vyberte páječky a tipy, které udržují konzistentní teploty.Vyberte tipy na základě jejich tepelné vodivosti a kapacity pro udržení teploty, protože tyto faktory ovlivňují dodávku tepla do pájecího kloubu;
Za druhé, pravidelně kalibrujte pájecí zařízení, aby se zajistilo přesné teplotní displeje.Udržujte vybavení čištěním a výměnou opotřebovaných tipů k zajištění efektivního a kontrolovaného přenosu tepla;
Zatřetí, systémy zpětné vazby teploty: Pro zvýšenou přesnost používejte pokročilé pájecí stanice se systémy zpětné vazby teploty.Tyto systémy upravují výstupní výkon tak, aby udržovaly nastavenou teplotu, kompenzující změny teploty tepelného zatížení a okolní teploty;
Poté by operátoři měli být vyškoleni nejen v pájecích technikách, ale také v důležitosti kontroly teploty.Měli by vědět, jak číst a upravit nastavení na jednotkách řízených teplotou a rozpoznat známky nesprávných aplikací teploty;
Nakonec kontrolujte prostředí páječky, abyste zabránili kolísání teploty okolních.Instalace klimatizačních nebo topných systémů pro udržení stabilního prostředí pomáhá předcházet nekonzistentním pájecím kloubům.
Pájka
Pájka je tavitelná potřeba kovové slitiny pro vytváření trvalých vazeb mezi kovovými kusy v elektronice a instalatérství.Musí namočit materiály, které se připojují efektivně, snadno se používat a udržovat mechanickou sílu.Zatímco pájecí kompozice se liší, tradiční mix je cín a olovo.

Obrázek 4: Páječ
Jeden historicky převládající složení pájky je 60% cín a 40% olova.Tato eutektická směs se roztaví mezi 183-190 ° C (361-374 ° F) a hladce přechází mezi pevnými a kapalnými stavy.Tato slitina vyrovnává mechanickou sílu s lehkým použitím, což je populární pro manuální pájení.Při ochlazení produkuje lesklý povrch, což naznačuje dobře vyrobený kloub.
Byly vyvinuty bezútěšné pájeky pro řešení zdravotních a environmentálních zájmů.Páječky s cínovým vedením však zůstávají používány, pokud možnosti bez olova nemohou uspokojit potřeby výkonu, například v prostředí s vysokou teplotou.Páječky založené na olovech se snadněji pracují, protože se roztaví při nižších teplotách a mokrých površích efektivněji než mnoho alternativ bez olova.
Pájecí odrůdy a jejich aplikace
Jemná vs. silná pájka: Diferenciační použití v elektronických aplikacích
Pájka přichází v různých průměrech, z nichž každá je přizpůsobena pro konkrétní úkoly.Jemná pájka, měření mezi 0,010 až 0,031 palce v průměru, je ideální pro přesné práce, jako je pájení na hustě zabalených desek s obvody (PCB), kde jsou komponenty blízko u sebe.Jeho menší průměr poskytuje lepší kontrolu a snižuje riziko vytváření pájených mostů mezi blízkými kolíky na komponentách, jako jsou mikrokontroléry nebo povrchová zařízení (SMD).
Silná pájka, obvykle přes 0,062 palce v průměru, se používá pro úkoly, které vyžadují více pájky, jako je připojení větších komponent a vodičů nebo práce s energetickou elektronikou.Silná pájka vyniká v efektivním přenosu tepla, nejlépe pro vysoké proudy nebo velké tepelné hmoty.Tato vlastnost umožňuje pájce rychle a rovnoměrně vytvářet silná a spolehlivá spojení a zrychluje proces pájení.
Výběr mezi jemnou a silnou pájkou závisí na fyzických a tepelných potřebách komponent.Jemná pájka je často vybírána pro citlivou elektroniku, kde by nadměrné teplo mohlo poškodit jemné části.Silná pájka je upřednostňována, aby rychle vychladla a ztuhla kloub bez přehřátí blízkých oblastí.
Speciální pájecí: Zkoumání vylepšené síly kloubu s přidanými materiály
Kromě tradičního pájky olova-cínu jsou pájky s přidanými materiály, jako je stříbro, pro zvýšení síly kloubů a výkonu.Silver-losové pájky jsou ceněny jak v elektronice, tak pro instalatérství pro jejich vynikající mechanické vlastnosti a nižší body tání ve srovnání s čistými pájemi olova.
V elektronice přidání stříbra zlepšuje vodivost a odolnost proti tepelné únavě, což je ideální pro vysokofrekvenční nebo vysokoteplotní prostředí.Například stříbrná pájka se používá v automobilových aplikacích, letecké elektronice a solárních panelech, kde klouby musí odolávat přísným podmínkám.
Zvýšená síla kloubu ze stříbra snižuje riziko mechanického selhání.Kromě toho stříbro snižuje bod tání pájky a během procesu pájení snižuje tepelné napětí na komponenty.Vyšší náklady na stříbro však tyto pájky dělají pro standardní aplikace méně ekonomické.Jejich použití je odůvodněné v situacích, kdy je dlouhodobá spolehlivost a výkon důležitější než počáteční náklady.
Role toku
Flux je vyžadován při pájení, protože připravuje kovové povrchy pro pájecí aplikaci.Jeho úkolem je čistit a připravit tyto povrchy a zajistit, aby byly bez oxidů a kontaminantů, které mohou vazbu oslabit.Když se kovy během pájení zahřívají, mají tendenci oxidovat při kontaktu se vzduchem.Tato oxidace vytváří nevodivou vrstvu oxidu kovu, která brání správné přilnavosti pájky.
Když je tok aplikován a zahříván na kovovém povrchu, aktivuje tyto oxidy a odstraňuje a účinně čistí povrch.To vystavuje čistý kov pod ním, což umožňuje pájce účinněji se spojit.Flux také zlepšuje vlastnosti smáčení pájky, což znamená, že pájka se může vyrovnat rovnoměrně a navázat lepší kontakt s kovem, dobrý pro vytvoření silného elektrického a mechanického spojení.

Obrázek 5: Pájecí tok
Typy toku
Zde je několik běžných typů toků používaných při pájení:
• Flux růží: Vyrobeno z přírodní pryskyřice extrahované z borovicových stromů se při pájení elektrickým a elektronickým pájem používá tok růží.Zabraňuje oxidaci při páječkách a je mírný ve svém působení.Existují tři podtypy založené na úrovni aktivity: Rosin (R), aktivovaná růží (RA) a růžová růžová (RMA).Fluxy RA a RMA obsahují přísady, které zlepšují jejich čisticí účinek, takže jsou užitečné pro povrchy s větší oxidací.

Obrázek 6: Flux růží
• Tok rozpustný ve vodě: Tyto toky jsou agresivnější než ty, které jsou založeny na růžích a po pájení mohou být odplaveny vodou.Používají se v instalatérských a vysoce čistých aplikacích.
• Bez-čistový tok: Navrženo tak, aby minimalizovalo vyčištění po propojení, nečistové toky ponechávají minimální zbytky, které jsou nevodivé a nekorozivní.Jsou skvělé, když záleží na tom, jak se shromáždění vypadá a když by další čištění mohlo poškodit jemné části.Při výrobě spotřební elektroniky se používají bez čižících toků, protože pomáhají s účinností a manipulací s rozsáhlým výrobou.

Obrázek 7: Tok bez čištění
• Flux kyseliny: Tento vysoce korozivní tok se používá pro neelektronické aplikace, jako je práce na plechu a instalatérství s měděnými trubkami.Odstraňuje oxidaci, ale není vhodná pro jemnou elektroniku, protože může korodovat desky obvodů a komponenty.
Spájecí tip

Obrázek 8: Spájecí tipy
Typy tipů
Kužerní tipy
Kuželové tipy nebo kuželové tipy mají ostrý tvar podobný kuželu, díky kterému jsou všestranné pro přesné pájecí úkoly.Jejich úzký bod umožňuje přístup k těsným prostorům a umožňuje podrobné pájení na citlivé komponenty bez narušení sousedních oblastí.Tento tip je účinný pro přesné pájení na křižovatkách nebo mezi těsně zabalenými vodiči, což zajišťuje přesnost a minimální rušení.

Obrázek 9: Tip kuželového pájení
Špičaté tipy
Špičující tipy mají ostřejší konec než kónické tipy, zvyšují přesnost a nasměrování tepla na menší cíle.Tento design je vhodný pro podrobné pájení na desek s obvody (PCB), kde je vyžadováno přesné teplo.Špičující tipy vynikají při řešení jednotlivých pájených kloubů a navigace hustě osídlených elektronických sestav, což poskytuje přesnost přesnosti dobré pro vysoce kvalitní obvodové práce.

Obrázek 10: špičatý pájecí tip
Tipy šroubováku
Tipy šroubováku mají plochý konec podobný šroubováku, díky čemuž jsou optimální pro pájení velkých povrchových ploch, které vyžadují značné rozdělení tepla.Tyto tipy usnadňují rychlý přenos tepla přes větší plochy, ideální pro páječky nebo komponenty, které vyžadují rychlé zahřívání.Jejich široký povrch je užitečný pro rovnoměrné zahřívání a koncování vodičů, které zefektivňují procesy v nastavení výroby s vysokým objemem.

Obrázek 11: Sítí pájení šroubováku
Tipy pro sekáče
Špičky sekáče kombinují funkce plochých a špičatých tipů a mají široký, plochý konec, který se mírně zužuje.Tato konstrukce vyvažuje efektivní přenos tepla a cílenou aplikaci, takže je vhodných jak pro pájení velkých složek, tak pro podrobné úkoly.Potěžující se v profesionálních prostředích, které tipy pro sekačky podporují rozmanité aplikace, od pájení po přetahování až po přemostění více kolíků současně a poskytuje všestranný nástroj při pájení arzenálů.

Obrázek 12: TIP Pájecí dláto
Zkosené tipy
Zkosené tipy mísí charakteristiky kuželových a dlátových tipů, díky čemuž jsou přizpůsobitelné pro obecné pájení napříč různými velikostmi komponent.Jejich design umožňuje přesné, ale silné pájení, ideální pro podrobné elektronické úkoly a těžší aplikace vyžadující efektivní přenos tepla na větší polštářky nebo vodiče.Díky této dvojí funkci je zkosení tipy pro techniky, kteří potřebují rovnováhu mezi detaily a měřítkem při pájecích úkolech.

Obrázek 13: TIP Pájecího zkosení
Tipy na nože
Tipy pro nůž jsou vytvořeny pro pájení tažení, kde se špička táhne podél řady kolíků nebo podložek, aby se vytvořila více pájených připojení jedním pohybem.Tento typ tipu je neocenitelný pro efektivní manipulaci s více klouby na zařízeních povrchů na PCB.Tvar podobný nožům umožňuje nepřetržité pájení napříč spojeními bez zvednutí železa a zvyšování produktivity ve specifických pájecích operacích.

Obrázek 14: TIP Pájecí nože
Údržba špičky
Dvě běžné metody čištění špičky jsou použití vlhké houby a použití kovové vlny.
Vlhká houba: Tato tradiční metoda zahrnuje stírání horkého pájecího špičky na mokré houbě.Hlavní výhodou je, že efektivně odstraňuje staré pájky a zbytky toku, aniž by byly příliš abrazivní.Vlhkost rychle ochladí pájku, takže je snadné otírat.Náhlé chlazení však může způsobit tepelný náraz, potenciálně poškodit špičku v průběhu času a snížit jeho životnost.
Kovová vlna: Kovová vlna, často vyrobená z mosazi nebo nerezové oceli, poskytuje jinou metodu čištění.Otřete špičku proti kovové vlny, která ji čistí, aniž by způsobila náhlé ochlazení, snižovalo tepelné napětí a možná prodloužilo životnost špičky.Abrazivní povaha kovové vlny však může nosit špičku, pokud se používá příliš mnoho.

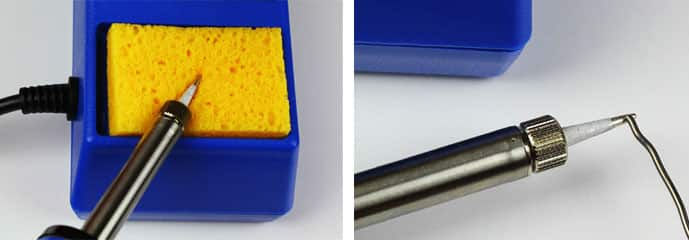
Obrázek 15: Dvě běžné metody čištění špičky
Tinning TIP: Proces and Důležitost
Chcete -li zahájit proces cínění, nejprve se ujistěte, že špička je čistá pomocí vlhké houby nebo kovové vlny.Poté zahřejte páječek na jeho provozní teplotu.Po zahřátí se dotkněte malého množství pájky přímo ke špičce a jemně zakryjte celou špičku roztavenou pájkou.Nakonec krátce otřete špičku na čisticím materiálu, abyste odstranili přebytečnou pájku, takže na špičce ponechejte lesklý povlak.
Tinning je důležité pro udržení dlouhověkosti a účinnosti špičky železa pájecího.Vytvořením ochranné vrstvy zabraňuje tinningu oxidaci a korozi, když je špička horká a vystavena vzduchu.Dobře zamýšlený hrot zvyšuje tepelnou vodivost, což umožňuje efektivnější a přesnější přenos tepla do pájeného kloubu.Pravidelné konzervování nejen zlepšuje výkon, ale také prodlužuje životnost špičky tím, že jej udržuje čisté a dobře udržované, čímž se snižuje frekvenci náhrad.
Pájecí techniky
Prozkoumáme různé techniky pájení, jejich metody, použití a tipy pro osvědčené postupy.
Měkké pájení
Měkké pájení je nejběžnější technikou v elektronice.Používá slitinu s nízkým tání, směs cínu a olova nebo pro bezpečnější možnosti, cín s mědi nebo stříbrem.Teplota je relativně nízká, přibližně 250 ° C, vhodná pro elektronické komponenty citlivé na teplo.
Chcete -li zahájit pájení, začněte důkladným čištěním povrchů, které se mají spojit, a zajistit odstranění všech olejů a oxidace.Dále aplikujte tok na povrchy, abyste zabránili oxidaci během procesu pájení.Zahřejte kloub pomocí páječky, poté naneste pájku a umožňují mu volně proudit přes kloub a vytvořit bezpečné spojení.Pro optimální výsledky použijte pájecí železo s vhodnou velikostí špičky, abyste udrželi lepší kontrolu tepla a zabránili přehřátí komponent, což by mohlo vést k poškození.Ujistěte se, že pájka je rovnoměrně distribuována tak, aby se dosáhlo spolehlivého a trvalého připojení.
Tvrdé pájení
Tvrdé pájení nebo páje se používá při teplotách v rozmezí od 600 do 900 ° C slitina s vyšší slitinou tání.Je vhodný pro připojení kovových dílů v instalatérských voleb, systémech HVAC a dalších situacích vyžadujících silné klouby.
Nejprve se ujistěte, že všechny povrchy jsou pečlivě vyčištěny.Dále aplikujte tok na oblast, abyste zabránili oxidaci při vystavení vysokým teplotám.Poté zahřejte díly pochodní a opatrně naneste pájku.Je důležité důkladně zahřívat kloub bez přehřátí okolního kovu.Vždy noste bezpečnostní vybavení, jako jsou rukavice a ochrana očí, aby chránily před vysokými teplotami a potenciálním kovovým stříkáním.
Reflow pájení
Pájení Reflow se používá ve výrobě PCB (desky s obvody) k pájení více komponent současně.Tato technika zahrnuje aplikaci pájkové pasty (směs toku a pájecích částic) na desku, umístění komponent na vrchol a poté zahřívání sestavy do reflowské pece.
Chcete -li sestavit desku s plošným obvodem (PCB), začněte nanesením pájkové pasty na desku pomocí šablony.Dále pečlivě umístěte komponenty na desku.Poté spusťte PCB přes troubu reflow a zajistěte kontrolovaný teplotní profil.Monitorujte teplotu, abyste zabránili chladným kloubům nebo přehřátým složkám.A konečně, ujistěte se, že pájecí pasta je čerstvá a uložena správně, aby byla udržována jeho účinnost.
Vlnová pájení
Pájení vln je hmotnostní pájení pro PCB, účinný pro skvrnité komponenty.Zahrnuje průchod PCB přes vlnu roztavené pájky, která se drží na exponovaných kovových oblastech, kde byl aplikován tok.
Začněte vložením všech komponent přes otvory do PCB.Dále naneste tok na spodní část PCB, abyste usnadnili proces pájení.Poté projděte PCB přes roztavenou pájecí vlnu pomocí dopravního systému a zajistěte, aby pájka správně držela.Pro optimální výsledky upravte rychlost dopravníku a výšku vln, abyste dosáhli rovnoměrného pájení napříč deskou.Předehřejte PCB, aby se zabránilo tepelnému nárazu a zajistilo plynulejší proud páje.
Jak pájet?
Před zahájením jakékoli pájecí úlohy je důležité připravit pájecí železo potažením jeho špičky pájkou.To pomáhá železnému zahřátí lépe a trvá déle tím, že se zabrání opotřebení.Nejprve připevněte špičku na železo a zapněte ji a nastavte teplotu na 400 ° C (752 ° F), pokud jej můžete upravit.Vyčistěte špičku vlhkou houbou, abyste odstranili jakoukoli nečistotu nebo rez.Po čištění trochu zahřejte špičku a dotkněte se ho pájkou, dokud není rovnoměrně potažena.Měli byste to udělat před a po každém použití, abyste udrželi špičku v dobrém stavu.V průběhu času se špička opotřebovává a bude třeba vyměnit, pokud bude drsná nebo poškozená.
Obrázek 16: Tinning tip
Chcete -li pájet vedenou k desce obvodu, začněte vložením vodičů LED do určených otvorů.Otočte desku a ohněte vodiče směrem ven v úhlu 45 stupňů, abyste je udrželi v kontaktu s měděnou podložkou.Napájení na páječku a nastavte jej na 400 ° C.Kloub zahřejte umístěním špičky železa proti měděné podložce a vedení LED po dobu asi 3-4 sekund.Tím je zajištěno dostatečný přenos tepla.Poté nepřímo představte pájku k kloubu a nechte teplo z kloubu roztavit pájku, aby vytvořila odolnou vazbu.Po odstranění železa nechte pájku přirozeně vychladnout, aby se dosáhlo hladkého, lesklého kloubu s tvarem podobným kuželem.Ořízněte jakýkoli přebytek vede, jakmile pájka ztuhne.

Obrázek 17: Jak pájet (1)
Chcete -li pájit dráty dohromady, začněte odstraněním izolace z konců drátu a otočením jakýchkoli uvízlých vodičů, aby se zabránilo roztřízení.Zahřejte pájecí železo a poté zatlačte špičku na jeden z vodičů po dobu 3-4 sekund, abyste jej zahřáli.Naneste pájku rovnoměrně přes vyhřívaný vodič a opakujte jej druhým drátem.Jakmile jsou oba dráty konzervovány, zarovnejte je a znovu zahřejte kloub železem, aby roztavili pájku na obou drátech a zajistili pevné vazby.Než jej izolujete, nechte kloub přirozeně vychladnout.Tato technika zaručuje silné, odolné spojení, které odolává fyzickému stresu a elektrickému opotřebení.
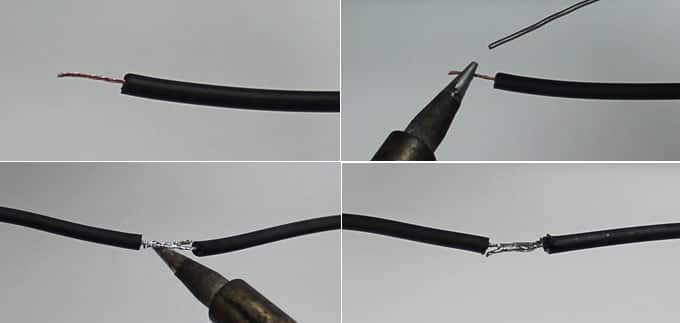
Obrázek 18: Jak pájet dráty(2)
Desoldring je dobré pro odstranění elektronických komponent nebo opravy pájecích chyb.Použijte desoldring cop (nebo pájecí knot) umístěním na kloub a zahříváním pomocí pájecího železa.Pách absorbuje roztavenou pájku a čistě ji odstraní z kloubu.Opatrně zacházejte s horkým copním, abyste se vyhnuli popáleninám.Pro větší množství pájky použijte pájecí přísavku.Připravte přísavku stisknutím plunžru, zahřejte kloub, poté umístěte špičku přísavky přes roztavenou pájku a stisknutím tlačítka vytvořte sání a zvedněte pájku pryč.Opakujte podle potřeby k vyčištění kloubu.
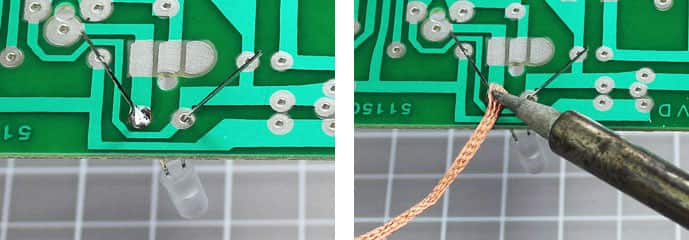
Obrázek 19: ODDĚLENÍ
Běžné problémy s pájení
Přebytečná pájka může způsobit zkratky překlenutím samostatných připojení, riskováním funkcí zařízení a bezpečnosti.Zde jsou metody pro správu a odstranění přebytečného pájky:
Pomocí pájecího Wicka: pájecí knot nebo desolding cop se skládá z jemných měděných drátových pramenů, které po zahřátí absorbují pájku.Chcete -li jej použít, položte cop přes přebytečnou pájku a zatlačte vyhřívanou špičku pájecího železa na cop.Když se pájka roztaví, absorbuje se do copu a odstraní ji z zamýšlené oblasti.Ujistěte se, že železo není příliš horké, aby nedošlo k poškození copu nebo desky s obvody.
Nástroj pájecího přísavky: Tento nástroj je účinný pro větší kuličky pájky.Pájná přísavka je malá mechanická čerpadlo, které při stisknutí spouště vysává roztavenou pájku.Pájnu zahřejte do roztaveného stavu pájecího železa, poté rychle umístěte špičku přísavky pájky přes roztavenou pájku a aktivujte ji.Načasování a umístění jsou důležité pro efektivní použití.
Opětovné ohřev a odtažení pryč: Někdy opětovné ohřev pájecí a odtáhnutí s pájecí železnou špičkou může stačit pro malé excesy.Tato metoda vyžaduje stabilní ruku a kontrolu nad železem, aby nedošlo k dalšímu šíření pájky.
Preventivní opatření: Chcete -li zabránit nadměrnému pájce, použijte pouze množství pro kloub.Před nanesením pájky důkladně zahřejte kloub a před odstraněním tepla odstraňte vodič pájky, abyste zabránili nadměrnému toku.
Závěr
Naučit se, jak dobře pájet potřebu pro kohokoli, kdo pracuje s elektronickými zařízeními.Tato příručka pokrývala nástroje, materiály a techniky potřebné pro dobré pájení.Zdůrazňuje důležitost výběru správných nástrojů, řízení teploty a použití správných typů pájky a toku.Vysvětluje různé typy páječek a jejich použití a roli toku při přípravě kovových povrchů.Průvodce také hovoří o péči o tipy na pájení a podrobné metody pájení a ukazuje potřebu přesnosti a péče v každém úkolu.S těmito informacemi jsou čtenáři lépe vybaveni pro zvládnutí různých pájenských úloh a ujistí se, že jejich elektronické projekty jsou odolné a v průběhu času fungují dobře.
Často kladené otázky [FAQ]
1. Co by se nikdy nemělo použít při pájení?
Při pájení se vyhněte používání materiálů, které mohou ohrozit integritu kloubu nebo představovat bezpečnostní rizika.Nejprve jako tok nepoužívejte kyseliny ani neznámé chemikálie, měly by se použít pouze specifické pájecí toky.Páječky založené na olovech by se mělo v elektronice zabránit kvůli zdravotním rizikům a regulačním omezením.Materiály jako plast, které mohou roztavit nebo emitovat škodlivé výpary při vysokých teplotách, jsou nevhodné pro přímé pájení.
2. Co je nejtěžší pro pájení?
Hliník vyniká jako náročný pro pájku kvůli rychlé tvorbě oxidové vrstvy, když je vystaven vzduchu.Tato oxidová vrstva brání schopnosti pájky přilnout k povrchu hliníku.K účinnému pájce hliníku jsou nutné speciální techniky a toky, což z něj činí složitější úkol než pájení více vnímavějších kovů, jako je měď nebo stříbro.
3. Máte nakládané stříbro před pájení?
Ano, moření stříbra před pájení je běžnou praxí.Močování zahrnuje ponoření stříbra do mírného kyselého roztoku k odstranění oxidace povrchu a kontaminantů.Tento proces čistí kov a zajišťuje, že pájka správně ulpívá a tvoří silnou čistou vazbu.Je to krok k dosažení profesionálního cíle ve stříbrném pájení.
4. Potřebuji tok k pájce?
Pro pájení téměř všechny kovy je nutný tok.Slouží k čištění a přípravě kovových povrchů během zahřívání, což umožňuje pájce hladce proudit a účinně se spojit.Bez toku se pájka nemusí dobře držet, což vede ke slabým kloubům a potenciálnímu selhání elektrické nebo strukturální integrity.Je nutné použít správný druh toku pro kov a pájku, se kterým pracujete, abyste zajistili, že pájení funguje dobře.
5. Proč nemůžu pletení pájecí železo?
Pokud nemůžete opřít své páječky, je to pravděpodobně kvůli:
Oxidace špičky: Pokud je špička oxidována, neroztaví pájku správně.Když je železo horké, čistěte špičku vlhkou houbou.Pokud je oxidace závažná, použijte tip nebo vyměňte špičku.
Nesprávná teplota: Pokud je teplota příliš nízká, pájka se neroztaví.Naopak, pokud je příliš vysoká, může se pájka vypařit nebo spálit, což zabrání správnému nádobě.
Kontaminace: Ujistěte se, že špička nebyla kontaminována jinými materiály, což může také zabránit pájce v ulpívání.
O nás
ALLELCO LIMITED
Přečtěte si více
Rychlý dotaz
Zašlete prosím dotaz, budeme odpovědět okamžitě.

Insights do tlakových senzorů: funkčnost, typy a použití
na 2024/08/7
Metody nabíjení
na 2024/08/6
Populární příspěvky
-
Co je GND v obvodu?
na 1970/01/1 2954
-

Průvodce konektorem RJ-45: barevné kódy konektoru RJ-45, schémata zapojení, aplikace R-J45, datové listy RJ-45
na 1970/01/1 2510
-

Typy konektoru vláken: SC vs LC a LC vs MTP
na 1970/01/1 2096
-
Porozumění napětí napájení v elektronice VCC, VDD, VEE, VSS a GND
na 0400/11/10 1907
-

Porovnání mezi DB9 a RS232
na 1970/01/1 1767
-

Co je to baterie LR44?
Elektřina, ta všudypřítomná síla, tiše prostupuje každý aspekt našeho každodenního života, od triviálních gadgetů po život ohrožující lékařské vybavení, hraje tichou roli.Skutečně uchopit tuto energii, zejména to, jak ji ukládat a efektivně ji vydávat, není snadný úkol.Na tomto pozadí se tento článek zaměří na typ baterie mincí, která se může zdát na pov...na 1970/01/1 1715
-
Porozumění základy: odolnost proti indukčnosti a kapacitance
Ve složitém tanci elektrotechniky se trojice základních prvků zabírá v centru pozornosti: indukčnost, odpor a kapacita.Každý nese jedinečné rysy, které diktují dynamické rytmy elektronických obvodů.Zde se vydáme na cestu, abychom dešifrovali složitost těchto komponent, abychom odhalili jejich odlišné role a praktické použití v obrovském elektrickém orchestru.Indukčnost...na 1970/01/1 1666
-

CR2430 Baterie Komplexní příručka: Specifikace, aplikace a srovnání s bateriemi CR2032
Co je baterie CR2430?Výhody baterií CR2430NormaAplikace baterie CR2430CR2430 EkvivalentCR2430 vs CR2032Velikost baterie CR2430Co hledat při nákupu CR2430 a ekvivalentůDatový list PDFČasto kladené otázky Baterie jsou srdcem malých elektronických zařízení.Mezi mnoha dostupnými typy hrají mincovské buňky klíčovou roli, běžně se vyskytují v kalkulačkách, dálkovém ovladači ...na 1970/01/1 1576
-
Co je RF a proč ho používáme?
Technologie rádiové frekvence (RF) je klíčovou součástí moderní bezdrátové komunikace, což umožňuje přenos dat na velké vzdálenosti bez fyzických připojení.Tento článek se ponoří do základů RF a vysvětluje, jak elektromagnetické záření (EMR) umožňuje RF komunikaci.Prozkoumáme principy EMR, vytvoření a kontrolu signálů RF a jejich rozsáhlé použití.Článek s...na 1970/01/1 1553
-

CR2450 vs CR2032: Lze místo toho použít baterii?
Lithium manganové baterie mají určité podobnosti s jinými lithiovými bateriemi.Vysoká hustota energie a dlouhá životnost jsou vlastnosti, které mají společné.Tento druh baterie získal důvěru a laskavost mnoha spotřebitelů kvůli své jedinečné bezpečnosti.Drahé technologické gadgety?Malé spotřebiče v našich domovech?Rozhlédněte se a uvidíte je všude.Mezi tyto lithium...na 1970/01/1 1520
Horké číslo dílu
-

SN65HVD72D
Texas Instruments
IC TRANSCEIVER HALF 1/1 8SOIC
MLG1005S1N2ST000
TDK Corporation
FIXED IND 1.2NH 1A 100 MOHM SMD
MAX481EPA+
Analog Devices Inc./Maxim Integrated
IC TRANSCEIVER HALF 1/1 8DIP
MP3431GL-Z
Monolithic Power Systems Inc.
IC REG 16VOUT 21A HIGH EFFICIENC
CDRH6D28-150NC
Sumida America Components Inc.
FIXED IND 15UH 1.4A 84 MOHM SMD
GRM0225C1E9R1CDAEL
Murata Electronics
CAP CER 9.1PF 25V C0G/NP0 01005
VE-J01-MY
Vicor Corporation
DC DC CONVERTER 12V 50W
STM32H743VIH6
STMicroelectronics
IC MCU 32BIT 2MB FLASH 100TFBGA
BD180G
onsemi
TRANS PNP 80V 1A TO126
06031A5R6MAT2A
KYOCERA AVX
CAP CER 5.6PF 100V NP0 0603
XR8054ATP14MTR
MaxLinear, Inc.
IC OPAMP VFB 4 CIRCUIT 14TSSOP
MPQ2459GJ-AEC1-Z
Monolithic Power Systems Inc.
IC REG BUCK ADJ 500MA TSOT23-6
STP16CL596MTR
STMicroelectronics
IC LED DRIVER LINEAR 90MA 24SO
LTC1746CFW#PBF
Analog Devices Inc.
IC ADC 14BIT PIPELINED 48TSSOP
ADT7467ARQ-REEL
onsemi
IC REMOTE THERMAL CTRLR 16-QSOP
MAX6806UR23
Analog Devices Inc./Maxim Integrated
IC SUPERVISOR 1 CHANNEL 8UMAX
MC9S08SH4MTGR
NXP USA Inc.
IC MCU 8BIT 4KB FLASH 16TSSOP
PS2535L-1-F3-A
CEL
OPTOISOLATOR 5KV DARL 4SMD -

PTV05020WAH
Texas Instruments
DC DC CONVERTER 0.8-3.6V
1N3328A
Solid State Inc.
DO5 50 WATT ZENER DIODES
R7F701A033AFP#KA8
Renesas Electronics America Inc
IC MCU 32BIT 144-LQFP
FZT851QTA
Diodes Incorporated
TRANS NPN 60V 6A SOT223-3
IRF7905TRPBF
Infineon Technologies
MOSFET 2N-CH 30V 7.8A/8.9A 8SO
GRM0335C2A3R7CA01D
Murata Electronics
CAP CER 3.7PF 100V C0G/NP0 0201
LT1639IS
Analog Devices Inc.
IC OPAMP GP 4 CIRCUIT 14SO
VE-JN4-MW
Vicor Corporation
DC DC CONVERTER 48V 100W
OP284FSZ
Analog Devices Inc.
IC OPAMP GP 2 CIRCUIT 8SOIC
RG82865G
Intel
GRAPHICS AND MEMORY CONTROLLER H
UMK316B7225MLHT
Taiyo Yuden
CAP CER 2.2UF 50V X7R 1206
XCS30-3VQ100C
AMD
IC FPGA 77 I/O 100VQFP
TPS75515KC
Texas Instruments
IC REG LINEAR 1.5V 5A TO220-5
MF-SM200-2
Bourns Inc.
PTC RESET FUSE 15V 2A 2SMD
B39171B5070H810
Qualcomm (RF front-end (RFFE) filters)
FILTER SAW 167MHZ 10SMD
SN74LVC652APWR
Texas Instruments
IC TXRX NON-INVERT 3.6V 24TSSOP
SSCDANN060PGAA5
Honeywell Sensing and Productivity Solutions
SENSOR 60PSIG 0.19" 4.5V 8DIP
MAX34406TETG+
Analog Devices Inc./Maxim Integrated
IC CURRENT SENSE 24TQFN -

BC859BLT1
onsemi
TRANS PNP 30V 0.1A SOT23-3
IR3473MTRPBF
Infineon Technologies
IC REG BUCK ADJUSTABLE 6A 16QFN
APX825A-46W6G-7
Diodes Incorporated
IC SUPERVISOR 1 CHANNEL SOT26
ISO1044BDR
Texas Instruments
IC ISOLATION
MCZ33904B5EK
NXP USA Inc.
IC INTERFACE SPECIALIZED 32SOIC
UMK107SD222JA-T
Taiyo Yuden
CAP CER 2200PF 50V 0603
PTZTE2543A
Rohm Semiconductor
DIODE ZENER 43V 1W PMDS
MAX8902BATA/V+T
Analog Devices Inc./Maxim Integrated
IC REG LIN POS ADJ 500MA 8TDFN
170M5012
Eaton - Bussmann Electrical Division
FUSE SQUARE 630A 700VAC RECT
BCM8722CIFBG
Broadcom Limited
DUAL-CHANNEL 10GBE SFI-TO-XAUI T
LT1739CFE#TRPBF
Analog Devices Inc.
IC DRIVER 2/0 20TSSOP
1N4005G
Good-Ark Semiconductor
RECTIFIER, GENERAL PURPOSE, GLAS
NJM2831F12-TE1
Nisshinbo Micro Devices Inc.
IC REG LINEAR 12V 100MA SOT23-5
PIC18LF458-I/P
Microchip Technology
IC MCU 8BIT 32KB FLASH 40DIP
LQP02TQ9N1H02D
Murata Electronics
FIXED IND 9.1NH 170MA 1.7OHM SMD
Z8018006PSG
Zilog
IC MPU Z180 6MHZ 64DIP
IFS100B12N3E4_B39
Infineon Technologies
IGBT MOD 1200V 100A 515W
RT9013-18GB
Richtek USA Inc.
IC REG LINEAR 1.8V 500MA SOT23-5